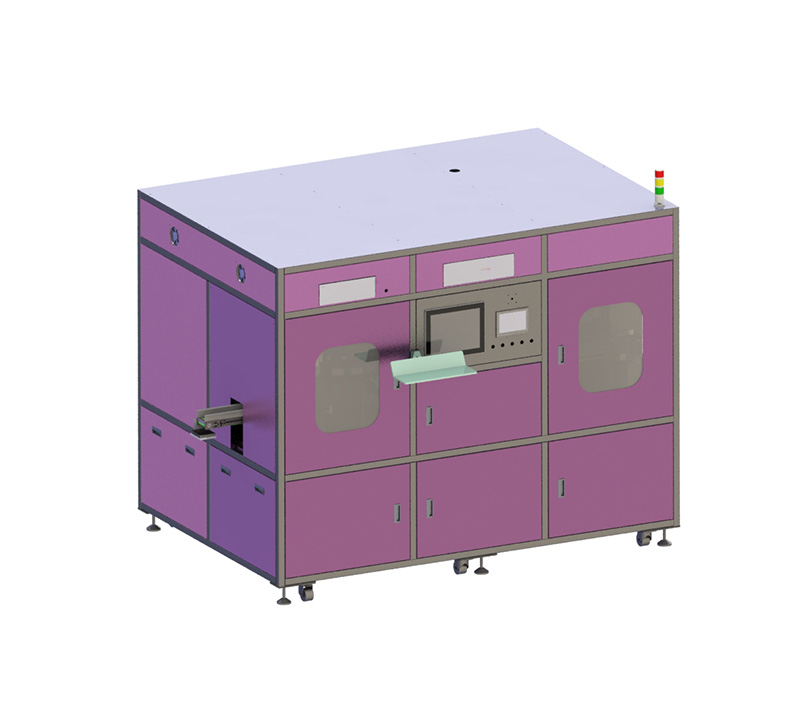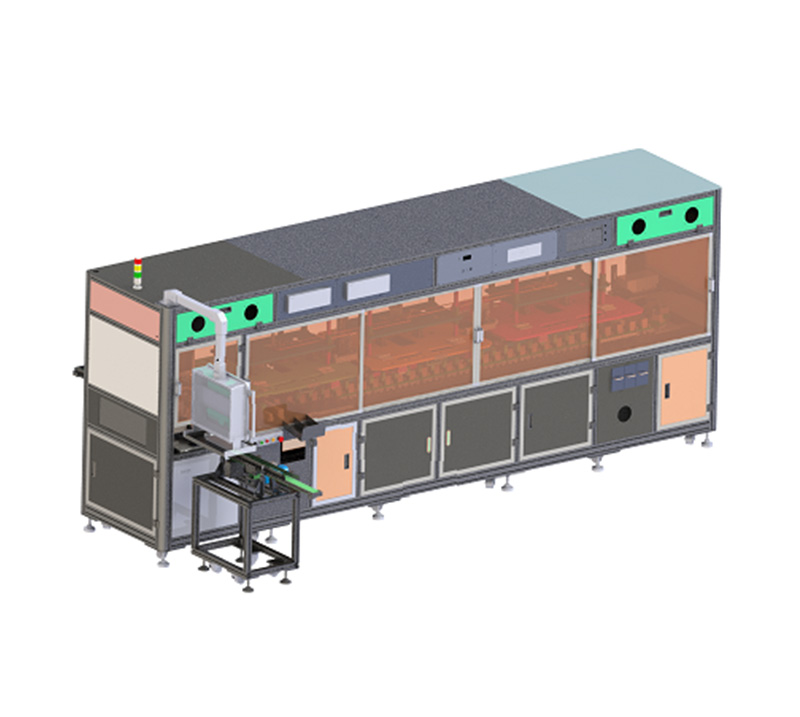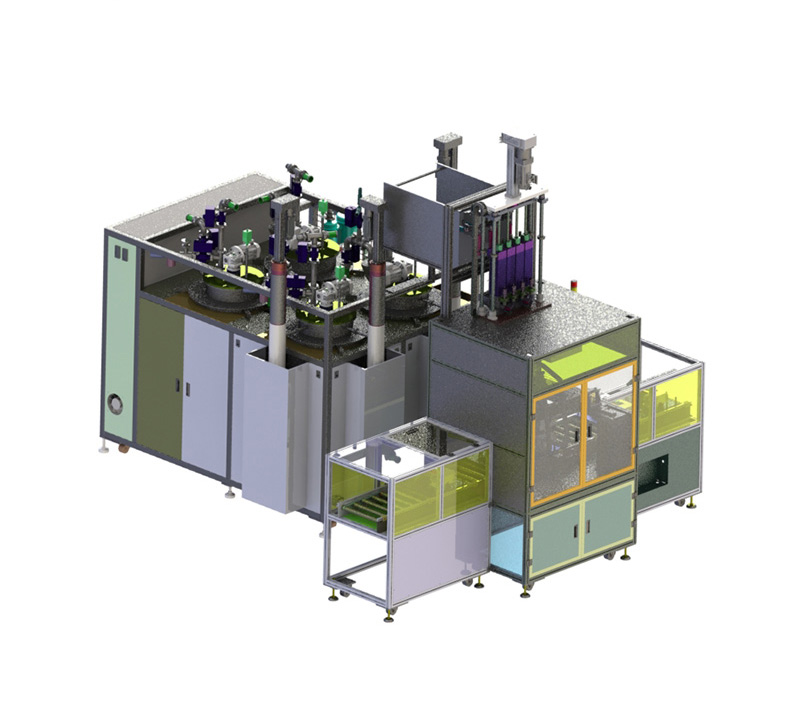
设备名称 | 焊锡机 |
适应半成品最大尺寸 | L:360 W:200 H:130 |
焊锡头数量 | 2+2 |
焊接方法 | 点焊、锡焊 |
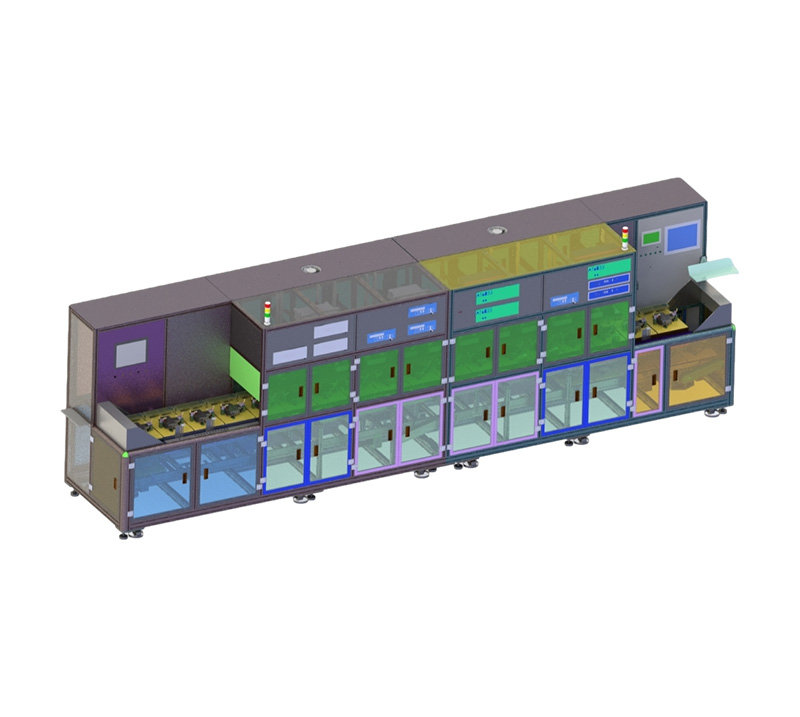
控制系统 | PLC+触摸屏/PLC +触摸屏+工控机/PC |
设备电源 | AC 380V, 3Φ,50/60Hz |
设备效率 | 根据焊接点位(10+焊接点数*6)S |
设备功率 | Max.10KW |
空气压力 | 0.45-0.6Mpa |
设备外形尺寸(mm) | 8200x2600x2500(L*W*H) |
设备重量 | 1500KG |
外壳颜色 | RAL7035 |
推荐产品
服务热线
戴先生 13902907055
戴经理 13923703797
华经理 13360767695
邮箱:daijialing@seikenchina.com
menhuiauto@hotmail.com
地址:广东省深圳市龙岗区宝龙街道宝龙五路1号深兆业工业园B栋1楼
 语言
语言